بسم الله الرحمن الرحیم
با سلام
جهت دریافت مشاوره در زمینه های مختلف مرتبط با صنعت نساجی با ما تماس بگیرید.
Email : textilemanager@yahoo.com
* مسائل علمی و تحقیقاتی دانشجویی و صنعتی
* راهنمایی در تدوین پایان نامه ها و سمینارهای کارشناسی و کارشناسی ارشد.
* راهنمایی برای شرکت در آزمونهای ورودی کارشناسی و کارشناسی ارشد
* معرفی و ارسال جدیدترین مقالات و کتب علمی نساجی دنیا
* راهنمای اشتغال در صنعت نساجی
* مشاوره در زمینه های فنی و تخصصی از جمله:
رنگرزی الیاف- نخ و انواع پارچه
چاپ
تکمیل
ریسندگی رینگ و اپن اند
بافندگی
گلدوزی و پنبه دوزی دیجیتال (طراحی و مشاوره فنی و هنری)
مشاوره و تامین رنگ و مواد کمکی مورد نیاز
معرفی جدیدترین مواد شرکتهای معتبر تولید کننده
بهینه سازی روشهای تولید در صنعت نساجی و بهره وری نیروی انسانی
تصفیه پساب و رنگبری از پساب های نساجی
کاهش ضایعات و مصرف آب و انرژی
کاهش زمان فرایند و تولید با استفاده از مدرن ترین روشهای روز دنیا
* مشاوره در امور مدیریتی
* طراحی و پیاده سازی سیستمهای ارزیابی عملکرد سازمان (کارت امتیازی متوازن BSC)
* و . . .
با همکاری جمعی از مهندسین مشاور و فعال در صنعت نساجی
Email : textilemanager@yahoo.com


کارت امتیازی متوازن
Balanced Scorecard
مدیران امروزی اندازه گیری عملکرد سازمان را بعنوان ضرورت اجتناب ناپذیر برای تحقق اهداف استراتژیک می شناسند . موفقیت سازمانی به کیفیت مدیریت وابسته است، کیفیت مدیریت به کیفیت تصمیم و درک سازمانی وابسته است .کیفیت تصمیم و درک سازمانی به کیفیت اطلاعات وابسته است، کیفیت اطلاعات به کیفیت اندازه گیری و تناسب آن بستگی دارد.یعنی اندازه گیری و دقت آن نقش کلیدی در موقعیت سازمان دارد. برای سیستم های اندازه گیری عملکرد تعاریف مختلفی ارائه شده است:
"یک روش سیستماتیک ارزیابی ورودی ها( مواد خام، تجهیزات، امکانات و. . . ) ، فرایندها (تبدیل ، عملیات تولیدی و غیره ) و خروجی ها( اقلام نهایی ) است." تا قبل از دهه 1980 اندازه گیری عملکرد شرکت ها عمدتاً اندازه گیری مالی بود و معیارهای مورد استفاده همگی معیارهای مالی بودند و معیارهای غیر مالی استفاده نمی شد .محققین مختلف از جمله کاپلن، نورتن، بی کوراکوس ،میکل جان، ماسکل و ... اشکالات سیستم های سنتی اندازه گیری را یادآور شده اند که بطور خلاصه عبارتند از:
الف- بر رویه های کهنه استوار است و گذشته گراست؛
ب - گرایش مالی دارد و برای سهامداران و مالیات بگیران مناسب است؛
ج - موارد غیر مالی را که امروزه مهم هستند مثل کیفیت محصولات و خدمات، رضایت مشتری و ... را فراموش می کند؛
د - دیدگاه داخلی دارد و خیلی کم دربار? رقابت و بازار اندازه گیری دارد؛
ه - قدرت پیش بینی ندارد و دربار? موفقیت آینده بحث نمی کند؛
و - رفتار نامناسبی را تقویت می کند( آنچه را اندازه گیری کنی، انجام می دهی)؛
ز - روی ورودی ها و نه فرایندها و خروجی ها برای مشخص کردن هزینه ها متمرکز است؛
ح - تصمیمات مدیریت بر اطلاعات حسابداری بنا می شوند.
در محیط رقابتی کنونی ، شرکت ها در کیفیت محصول ، تحویل ، قابلیت اطمینان ، خدمات پس ازفروش و رضایتمندی مشتری تلاش می کنند .هیچ یک از این ویژگیها بوسیله معیارهای مالی سنتی قابل اندازه گیری نیستند ، در حالی که ویژگیهای مذکور جزو اهداف اصلی شرکتهایی می باشند که در سطح جهانی فعالیت می کنند. سیستم های اندازه گیری جدید بیشتر با هدف پیاده سازی استراتژی بوجود آمده اند .پیاده سازی استراتژی، تصمیم گیری مناسب با توجه به پیوند استراتژی و ساختار سازمانی، توسعه بودجه ها، استراتژی عملکردی، سیستم های انگیزشی و نظارت برکارایی و اثربخشی استراتژی می باشد .در تنظیم این نوع سیستم ها، مدیر عالی مجموعه ای از معیارها که بهترین عملکرد را از استراتژی سازمان ارائه می دهند انتخاب می کند .این معیاره می توانند بعنوان عوامل بحرانی موفقیت حال و آینده شرکت دیده شوند .اگر این عوامل بهبود یابند، پس شرکت استراتژی خود را پیاده کرده است .آنچه برای مجریان سازمان اهمیت دارد نه تنها ردیابی معیارهای مالی است که نتایج عملکرد گذشته را به تصویر می کشد، بلکه معیارهای غیرمالی می باشد که منجر به شاخصهای عملکرد آینده می شوند. سیستم های اندازه گیری جدید عبارتند از:
الف - سیستم کارت امتیازی متوازن
ب - رویکرد ذینفعان : رویکرد ذینفعان را با رد سیستمهای اندازه گیری سنتی مطرح می کند .او معتقد است که سازمان باید بین سهم و Atkinson انتظارات ذینفعان که شامل سهامداران، کارکنان، مدیران، تأمین کنندگان، مشتریان و جامعه و بین آنها توازن برقرار کند.
ج - سیستم اندازه گیری عملکرد در محیط تولید در کلاس جهانی مطرح می کند که تولید کنندگان در کلاس جهانی نمی توانند از سیستمهای سنتی اندازه گیری عملکرد استفاده کنند .و Maskel استفاده کنند. او معیارهای اندازه گیری را در زمینه های اساسی کیفیت، هزینه، انعطاف PM for WCM باید از سیستم جدید بنام پذیری، قابلیت اطمینان و نوآوری مطرح می کند.
د _ رویکرد شبکه اروپایی مطالعات پیشرفته عملکرد سازمانها اهمیت ارزیابی با ثبات و بدون تناقض را تشخیص داده و لذا سیستم های ارزیابی عملکرد متنوعی را در طی سالیان پیش مورد استفاده قرارداده اند .اما به علت جهانی شدن کسب وکار، بازبینی و نظارت بر عملکرد فرآیندهای سازمان ، عملکرد زنجیره تامین آنها و به دنبال آن تنظیم اهداف استراتژیک سازمان امری ضروری می باشد.می توان برای عمر سازمان نموداری مانند نمودار عمر محصول در نظر گرفت .زیرا سازمان نیز می تواند دارای مراحل معرفی، رشد (شتاب)، بلوغ و انحطاط باشد .بنابراین با توجه به
یک مدل تعالی سازمانی محسوب می شود می توان گفت توجه این مدل به حذف مرحله انحطاط BSC این نکته، از آنجایی که سازمان بوده و بدین وسیله می تواند موجب موفقیت پایدار سازمان گردد.
استراتژی هایی که هر سازمان می تواند انتخاب نماید در یکی از 3 دسته استراتژی های عملیاتی و کاهش هزینه، استراتژی های رهبری تولید و محصول و استراتژی های مبتنی بر رضایت مشتری قرار می گیرند .بطوری که هر یک از آنها سازمان را در یک همه جانبه به سوی استراتژی های سازمان ، سعی در توازن این BSC جهت با یک نگاه جامع و خاص سوق می دهد . مدل استراتژی ها دارد.
در سال 1992 کاپلان و نورتن یک روش جدید اندازه گیری عملکرد تحت عنوان کارت امتیازی متوازن بن ا نهادند . از آن سال تاکنون این روش به صورت گسترده ای در میان کسب وکارهای مختلف با ابعاد مختلف بکار رفته است. کاپلان و نورتن شرکتها را به این امر تهییج می کردند که شاخص های حسابداری مالی سنتی مانند نرخ بازگشت سرمایه و دوره بازگشت نمی توانند تصویر کامل و وسیعی از عملکرد کسب وکار را نمایش دهند. در نتیجه پیشنهاد شد که ارزیابی های مالی با شاخص های اضافی دیگری بر BSC چون رضایت مشتری، فرایندهای داخلی کسب وکار و توانایی و قابلیت برای یادگیری و رشد انعکاس داده شود . بنابراین روی ارزیابی های مالی گذشته به همراه ارزیابی هایی برای بررسی عملکرد آینده سازمان ها طراحی گردید، تا شاخص های کلیدی عملکرد بتوانند تعادل میان اهداف بلند مدت و کوتاه مدت، ارزیابی های مالی و غیر مالی، شاخص های عمده و جنبه های داخلی و خارجی عملکرد شرکت را حفظ نمایند. کارت امتیازی متوازن، چشم انداز و استراتژی سازمان را به اهدافی تبدیل می کند تا مدیریت بر روی برآورده شدن آنها تمرکز نماید .اما در کارت امتیازی متوازن ابداع شده توسط کاپلان و نورتن، به سازمان از چهار وجه مالی ، مشتری ، فرآیندهای داخلی کسب وکار و رشد و یادگیری نگریسته می شود ولی درصورت نیاز می توان دیدگاه هایی نظیر دیدگاه توسعه فیزیکی و تجهیزات، دیدگاه کارکنان سازمان و ... را بطور مجزا به آن افزود. در کارت امتیازی متوازن ، وجه مالی تعیین می کند که چگونه شرکت تمایل دارد که به وسیله سهام دارانش دیده شود .وجه مشتری تعیین می کند که چگونه شرکت می خواهد توسط مشتریانش نظاره گردد . وجه فرایندهای داخلی کسب وکار تشریح می کند که کدامیک از فرایندهای کسب وکار می توانند به منظور رضایت سهامداران و مشتریان اختیار شوند .وجه رشد و یادگیری سازمانی شامل تغییرات و بهبودهایی است که شرکت نیاز به تحقق آنها دارد؛ البته اگر چشم انداز شرکت درست باشد. اساس تئوری کاپلان و نورتن شاخص های یادگیری و رشد سازمانی بوده که نتیجه شاخص های فرآیندهای داخلی کسب وکار می باشند. شاخص های فرایندهای کسب وکار خود حاصل از شاخص های مشتری بوده در حالی که این شاخص ها خود منتج از شاخص های مالی است .لذ ا یک کارت امتیازی متوازن خوب با ناحیه های استراتژیک باید مخلوطی از شاخص های تاخیری و شاخص های پیشرو باشد که حاصل زنجیره علی و معلولی دو سویه است .این رویه دلالت بر این دارد که استراتژی ها به مجموعه ای از فرضیه ه ا درباره ارتباطات علی و معلولی تبدیل می شود بطوری که اجازه می دهد از ارزیابی های نواحی غیر مالی، برای پیش بینی عملکرد مالی آتی شرکت استفاده شود . منظور از کارت امتیازی، یک راه برای در کنار قرار دادن همه متغیرهای بحرانی لازم برای حرکت یک سازمان می باشد و عبارت متوازن نیز بیانگر توازن در میان اندازه های عملکرد، توازن بین اندازه های پیش افت و پس افت ، مالی و غیر مالی، داخلی ارتباط شاخص های تصویب شده در چهار پرسپکتیو آن در زنجیره علی ب ا همدیگر می BSC و خارجی است. مسئله دشوار در باشد .به این ترتیب کاپلان و نورتن تاکید نمودند که اهداف استراتژیک غیر مالی نباید شامل مجموعه ای غیر منطقی از شاخص ها باشد بلکه بجای آن باید یک نمایش متعادل از شاخص های مالی و غیر مالی را در بر بگیرد .یک کارت امتیازی باید همه شاخص های نتیجه ای و عملکرد حاصل از نتایج و ارتباطات علی و معلولی را شامل شود .با گذشت زمان کارت امتیازی متوازن به عنوان هسته سیستم مدیریت در چرخه بهبود (برنامه ریزی، اجراء، کنترل و اصلاح) سراسر سازمان بکار رفت بدین ترتیب که این مدل می تواند به شناسایی مشکلات فرآیندها و حل مشکلات عملیاتی آنها در سازمان مورد استفاده قرار گیرد و خود در یادگیری سازمانی و بالا بردن دانش سازمان نقش مهمی را ایفا نماید .
اندازه گیری عملکرد سازمان به عنوان ضرورت اجتناب ناپذیر برای تحقق اهداف استراتژیک نقش کلیدی در موقعیت سازمان دارد. تا قبل از دهه
1980 اندازه گیری عملکرد شرکت ها عمدتاً اندازه گیری مالی بود. اشکالات سیستم های سنتی اندازه گیری ، رویه های کهنه و گذشته گرا، مناسب سهامداران و مالیات بگیران، دیدگاه داخلی بدون در نظر گرفتن رقابت و بازار و تصمیمات مدیریت را بر اطلاعات حسابداری و. . . می باشد .
ضعف معیارهای عملکرد سنتی و تغییر محیط رقابتی و ساخت، نیاز به طراحی مجدد سیستم های اندازه گیری عملکرد را در سازمان ها ایجاد کرده است. سیستم های اندازه گیری جدید بیشتر با هدف پیاده سازی استراتژی بوجود آمده اند .تصمیم گیری مناسب با توجه به پیوند استراتژی و ساختار سازمانی، توسعه بودجه ها، استراتژی عملکردی، سیستم های انگیزشی و نظارت برکارایی و اثربخشی استراتژی می باشد. در 1992 کاپلان را پیشنهاد کردند که ارزیابی های Balanced ScoreCard و نورتن روش جدید اندازه گیری عملکرد تحت عنوان کارت امتیازی متوازن BSC مالی با شاخص های دیگر، رضایت مشتری، فرایندهای داخلی کسب وکار و توانایی و قابلیت یادگیری و رشد انعکاس داده شود . بنابراین بر روی ارزیابی های مالی گذشته به همراه ارزیابی هایی برای بررسی عملکرد آینده سازمان ها طراحی گردید، ت ا شاخص های کلیدی عملکرد بتوانند تعادل میان اهداف بلند مدت و کوتاه مدت، ارزیابی های مالی و غیر مالی، شاخص های عمده و جنبه های داخلی و خارجی عملکرد شرکت را حفظ نمایند. کارت امتیازی متوازن، چشم انداز و استراتژی سازمان را به اهدافی تبدیل می کند تا مدیریت بر روی برآورده شدن آنها تمرکز نماید.


خصوصیات الیاف نساجی( ابریشم )

رنگرزی با مواد طبیعی

رنگرزی الیاف با رنگ های طبیعی
مهندس مهدی حیاتی
توضیحات: این کتاب در 6 فصل ابتدا به مسائلی همچون تاریخچه هنر رنگرزی می پردازد سپس اهمیت آب در رنگرزی ومطالبی در ارتباط با ماشین های رنگرزی. بعد از آن شستشوی الیاف و مواد و رنگزاهای مورد استفاده را معرفی می کند.از جمله رنگزاهای معرفی شده روناس،نیل، اسپرک، قرمزدانه،پوست گردو و انار است.
مطالعه این کتاب به دانشجویان ،دانش آموزان،هنرمندان و علاقه مندان توصیه می شود.
به نام خدا
الیاف کربن کم هزینه از منابع تجدیدپذیر
آزمایشگاه ملی oak ridge
چکیده
در مشارکت وزارت انرژی برای تولید نسل جدیدی از وسایل نقلیه، نشانداده شد که استفاده از کامپوزیتهای الیافکربن با کم کردن وزنکلی به طرز چشمگیری مصرف سوخت وسیله نقلیه را کاهش میدهد. برای اینکه صنعت حملونقل از مزایای فناوری الیافکربن برخوردار گردد، اساساً میبایست تولید آن افزایش یابد تا قیمت آن به ازای هر کیلوگرم به 7 دلار کاهش پیدا کند. برای نیل به این مقصود، پیشمادههایی انتخاب شدند و پلی اکریلو نیتریل (PAN) به عنوان ماده مناسب جهت تولید الیافکربن شناخته شد. مضافاً اینکه مقدار تولید لیفی که برای تامین 10 تا100 کیلوگرم برای هر یک از 13 میلیون خودروی سبک و نیمهسنگین که سالانه در ایالات متحده تولید میشود کافی باشد ، میبایست از 5 به 50 برابر میزان تولید جهانی تولید الیافکربن افزایش یابد. ارزش بالا، مواد تجدیدپذیر و یا بازیافتی شامل لیگنن (ماده چوب)، الیافسلولزی، الیافبازیافتی معمولی با منشاء پتروشیمیایی، و نیز مخلوط اینها گزینههای مناسبی به نظر میرسند، زیرا قیمت این مواد ذاتاً پایین است و از طرفی نسبت به نوسانات قیمت در بازار نفت حساس نیست. این مطالعه نشان میدهد که تعدادی از پلیمرهای بازیافتی و تجدیدپذیر میتواند در فرآیند ذوبریسی الیاف شرکت داده شود و بعنوان ماده اولیه تولید الیافکربن گزینه مناسبی هستند. مخلوط لیگنن با اکسترود شوندگی بالا در این میان بسیار جلب توجه میکند و میتواند به سهولت کربونیزه و گرافیتی شود. آزمون خواص و ساختار فیزیکی الیاف کربونیزه و گرافیتی، امکانپذیری مصرف آن را در کامپوزیتهای کاربردی حملونقل مشخص میکند.
واژگانکلیدی: پیشمادههای الیاف کربنی، لیگنن، سلولزی، بازیافتی
1- مقدمه
شرکت سهامی انرژی در مشارکت برای تولید نسل جدید وسایلنقلیه که از لحاظ مصرف انرژی مقرون بهصرفه و نیز کم- آلاینده باشد با کارخانجات سازنده قطعات ماشین همکاری میکند.کاهش وزن وسیله نقلیه میتواند به طور معنی داری بازده انرژی را بهبود بخشد. وزن سبک کامپوزیتها وزنکل را به طور چشمگیری کاهش میدهد و از این طریق مصرف سوخت خودرو و نیز آلایندگی آن کاهش مییابد.
مانع بزرگی که در تولید کامپوزیتهای الیافکربن پیشرفته در صنعت حملونقل وجود دارد هزینه فعلی بالای الیافکربن و نیاز بالای مواد صنعت است. صنعت بهعنوان رکنی از تولید نسل جدید وسایط نقلیه تخمین زده است که قیمت الیافکربن باید به 7 دلار در هر کیلوگرم برسد تا جهت وسایل مسافرتی مورد توجه و استفاده قرارگیرد. چنین امری میطلبد که هزینههای مواد اولیه و تولید هر دو کاهش یابد. سرانه مصرفی فقط در حد 10 کیلوگرم برای هر یک از 13 میلیون دستگاه خودرو و نیز وسایط نیمه سنگین تولید شده در ایالات متحده، چنین ایجاب میکند که تولید الیاف کربن به 5 برابر کل مقدار جهانی در حال حاضر برسد و سرانه مصرفی در حد 100 کیلوگرم برای تجهیزات داخلی وسایل نقلیه مسافرتی، این توقع را به 50 برابر تولید کنونی جهان بالا میبرد. افزایش تولید الیافکربن خود با چالش ویژهای مواجه است به این دلیل که تولید کننده مجبور میشود تولید پیشماده بکر را یکباره افزایش دهد.
این مطالعه بر ارزیابی مصرف تعداد زیادی از پلیمرهای تجدیدپذیر متمرکز شده است. مثل لیگنن و یا سلولز و نیز پلیمرهای بازیافتی معمولی شامل پلیاولفینها و پلیاسترها بعنوان مواد اولیه تولید الیافکربن.
2- ملاحظات مربوط به ماده
پلیمرهای تجدیدپذیر و بازیافتی معمولی بهعنوان پیشمادههای الیافکربن، چند امتیاز دارند؛ مثلاً این مواد کم هزینه هستند و به مقدار کافی جهت نیاز تولیدی صنایع حملونقل در دسترسند. بهعنوان نمونه لیگنن دومین پلیمر فراوان جهان است که در هر گیاهی یافت میشود. این ماده حدوداً 20 تا 30 درصد وزنِ خشک چوب و زیست- توده را تشکیل میدهد. لیگنن پلیمری است که از همنشینی تصادفی (بیقاعده) سه جزء حاصل میشود که هر کدام یک گروه انتهایی از نوع آلکان دارند که با پیوند اتری به دیگری متصل شده است. در بسیاری از کشورهای پیشرفته، لیگنن و مشتقات آن از محصولات فرعی خمیرکردن چوب در فرآیند تولید کاغذ و مقوا و فرآوردههای برپایه چوب هستند. با ارزیابی دقیق حجم لیگنن تولید شده و سوزانده شده توسط صنایع چوب و کاغذ را حدود 1000برابر کل تولید الیافکربن جهان برآورد میشود. هرچند لیگنن و فرآوردههای آن در تعداد معدودی از کارخانجات بازیافت میشوند اما صنایع چوب و کاغذ فعلاً سرگرم توسعه فرآیندهای گازیکردن به شیوه دما- بالا(High temperature) جهت افزایش تولید خالص انرژی الکتریکی هستند. فرآیندهای گازیکردن میتواند تولید پیشمادههای الیافکربن را تسهیل کند؛ در برخی موارد ممکن است سبب بازیافت و ذخیرهسازی حجم بزرگی از لیگنن شود که از لحاظ تجاری موضوعی جالب توجه است. افزون بر این در دسترس بودن برق و حرارت لازم برای فرآیند دما- بالا میتواند سبب کاهش هزینه فرآیند تولید الیاف کربن گردد.(اشاره به برق اتمی)
در طی سی سال گذشته مطالعه بر روی تولید الیافکربن از لیگننهای قلیایی، تیولیگننها و لیگنوسولفوناتها توسط چند تیم تحقیقاتی صورت گرفت و این مواد به عنوان مواد اولیه موفق برای الیاف کربن گزارش شدند. تولید الیاف کربن بر پایه لیگنوسولفونات در مقیاس آزمایشگاهی توسط شرکت Nippon Kayaku در دهه 1970 میلادی انجام گرفت و این محصول« کایا کربن» (Kayacarbon) نامیده شد. برای تولید این محصول الیاف بصورت خشکریسی از یک محلول آبی قلیایی تولید میشد. بر اساس دادههای ازمایشگاهی، الیاف کربن بر پایه لیگنن میتوانند در دمای پایینتری با دوره پایداری کوتاهتری نسبت به سایر مواد اولیه پیشنهادی تولید شوند. دلیل آن هم این است که رادیکالهای فعال ناشی از پیوند گروههای هیدروکسیل و نیز اتر موجود در پلیمر، عمل ایجاد پیوندهای عرضی (Crosslinking) را سهولت میبخشند. با این وجود، مقدار بالای سدیم در لیگنن بکار رفته برای آمادهسازی الیاف کایاکربن تولید شده به علت اثر بازدارندگی، الیاف را در رده کارایی متوسط قرار میدهد.
علاوه بر مواد اولیه مشتق شده ازمنابع تجدیدپذیر، پلیمرهای بازیافتی نیز می توانند به عنوان ماده اولیه برای تولید الیاف کربن در مقیاس صنعتی بکار روند. جدول 1 تعدادی از مواد را که به عنوان ماده اولیه تولید صنعتی الیاف کربن مورد ارزیابی و گزارش شدهاند نشان میدهد. حجم بالایی از این مواد و مواد مرتبط در جریانهای بازیافت قابل استحصالند و بسیاری از آنها با قیمتی فراهم میشوند که قابلیت تامین نظر را در تولید الیاف کربن ارزان قیمت دارا هستند. با پیشرفتهای حاضر در کیفیت و عملیات تولید، بسیاری از مواد مذکور پتانسیل مصرف به عنوان ماده اولیه تولید الیاف کربن را در مقیاس صنعتی پیدا کردهاند. با این حال مطالعات دقیقتر نشان داد که اگرچه مواد بازیافتی و تجدید پذیر پیش- مادههای خوبی هستند و غالبا خواص خوبی در لیف حاصل از آنها مشاهده میشود، اما در بازار الیاف کاربردی خاص مثل آنچه در هوا- فضا مورد استفاده قرار میگیرد، اقبال رو به کاهشی به آنها مشاهده میشود. پلی اکریلو نیتریل (PAN)، قطران و برای برخی مصارف، ریون نتایج موفقی در تولید الیاف کربن به همراه داشتهاند. با این همه، صنعت حملونقل به مواد ارزان، پرحجم و با کارایی متوسط نیاز دارد. برای این حجم مصرف بالا مواد اولیه تجدید پذیر و بازیافتی مناسبتر بهنظر میرسند.
تغییر در تولید صنعتی پلیمرها و روشهایی که طی آن پیشمادههای الیافکربن بدست میآیند و از دهه 1960 آغاز شده است به مقدار قابل توجهی کیفیت و استحکام الیافکربن حاصل از سایر منابع را بهبود بخشیدهاست. بهعنوان مثال، مقدار سدیم موجود در الیاف لیگنوسولفونات، که سبب هدر رفتن زحمات میشد، میتواند از طریق رسوبدهی تلفیقی (modem precipitation ) و تکنیکهای نمکزدایی (desalting techniques ) کاهش یابد. کیفیت الیاف صنعتی پلی اولفین و پلی استر نیز با افزایش قابل توجه خلوص و پایداری ارتقاء یافتهاست. نظم و کشش پذیری، نمودار فرآیند دمایی کنترلشده و نیز فشار کنترل شده در مورد الیاف حاصل از PAN و قطران بهبود پیدا کردهاست و اساسا این بهبود در مورد استحکام و سختی منتج از الیاف با منشاء تجدید پذیر و بازیافتی نیز در طی فرآیندهای اکسایش/زغالش (oxidation/carbonization) قابل تعمیم خواهد بود. افزون بر آن هزینه فرآیند به واسطه فناوری نوین و پیشرفته فرآیند مایکروویو آزمایشگاه ملی Oak Ridge کاهش بیشتری خواهد یافت.
ضرورت های ایمنی انسان و محیط نیز مشوقی برای توسعه الیاف و مخلوطهایی از الیاف است که به شیوه ذوبریسی قابل تولید باشند. با استفاده از ذوبریسی هزینه تولید را به واسطه حذف مصرف حلال و نیز بازیابی آن کاهش میدهد. کاربرد پلیمرهایی نظیر لیگنن و پلیاولفینها که کم- نیتروژن یا اساساً بی نیتروژن هستند، هم خطرات انسانی ناشی از تولید ترکیبات سیانیدی را کاهش میدهد و هم مخارج همراه با آن از تخریب مقدماتی تا آزاد سازی غیر گازی. بدلیل هزینه کم، در دسترس بودن و نیز قابلیت ذوب ریسی، پلیمرهای مخلوط لیگنن گزینهای مناسب برای تحقیقات جدید است.
3- مباحث تجربی
3-1. مخلوطهای الیاف : بازة گستردهای از مخلوطهای لیگنن با موفقیت ریسیده شدند. مواد تشکیل دهنده مخلوط شامل پلیپروپیلن، پلیاتیلنترفتالات و پلیاتیلناکسید میباشند. اولفینها و پلیاسترها منابع در دسترس و قابل بازیافتی محسوب میشوند. الیاف مطلوبی که حاوی عوامل نرمکننده نیز هستند با موفقیت تهیه شده است.
آمادهسازی لیگنن به دلیل حجم تولید بالا و هزینه پایین آن: لیگنن مقوا Westvaco Indulin AT #1369 ترجیح دادهشد. لیگنن از طریق شستشو با آب مقطرِ اسیدی نمکگیری شد. وقتی که غلظت مورد نمک حاصل شد، از طریق خشککردن با هوا (و یا در موارد نادر به طریق خشک کردن انجمادی)، پودر لیگنن بدست آمد. این شیوه نوعاً غلظت نمک محلول در لیگنن را به کمتر از ppm1000 کاهش میدهد که به طریقه خاکستر کردن (ashing) در دمای 550 درجه سانتیگراد و در مدت یک ساعت اندازه گیری شد.
3-3. نمونههای الیاف گرافیتی شده برای دیفراکسیون پودری اشعه X ، به شیوه ایجاد یک مخلوط رقیق از پودر نمونه و متانول و پاشیدن آن روی یک صفحة زمینة صفر، آماده شد. اندازهگیری پراش اشعه X روی پودر در دمای اتاق به وسیله یک زاویه یاب از نوع Scintag PAD V vertical ?/2? و با اشعه CuKa ( kV and 40 rnA 45 ) و نیز آشکارساز حالت جامدِ Si(Li) Peltier-cooled انجام شد. دادهها به عنوان اسکنهای مرحلهای به سایز گام معادلِ ?2 ° 02/0 بر ثانیه و بین ?2 ° 70-10 جمعآوری گردید. دمای محیط در طی این جمع آوری 1±298 درجه کلوین بود.
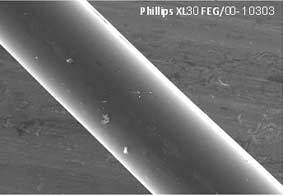
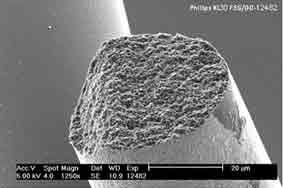
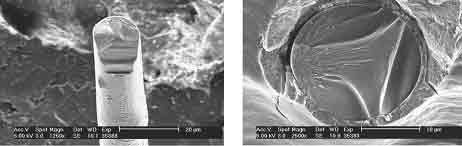
3-4. میکروسکوپ الکترونی: نمونههای الیاف روی پایه قرار گرفتند. این نمونه ها در صورت نیاز میتواند با طلا پوشش دادهشده باشد. نمونهها به وسیله میکروسکوپ الکترونی فیلیپس مدل XL30 FEG مورد مطالعه و تحلیل قرار گرفت. دقت ویژهای در خصوص آزمون سطح الیاف و نیز مقاطع انتهایی انها صرف شد. در این آزمون سه حالت خام، کربونیزه و گرافیتی الیاف مورد ارزیابی قرار گرفت. این میکروسکوپ بخشی از تجهیزات مشترک تحقیقاتی از مرکز تعاونی تحقیقات ORNL میباشد. مخلوطهای پلیمری ذوب ریسشدة لیگنن، که به صورت تجاری به عنوان محصول جانبی در فرایند تولید خمیر مقوا موجود است، در این مطالعات بکار گرفته شد. تحقیقات اولیه ژاپنیها که در دهة 1970 جهت ارزیابی لیگنوسولفونات انجام گرفت آسانی کاربرد ترکیبات لیگنن را آشکار نمود. اما در تحقیقات ما از لیگنن مقوا استفاده شد زیرا حدود سه چهارم خمیر کاغذ خام کاربردی در مصارف روزمره به این شیوه تولید میشود. تصویر لیف مخلوط لیگنن حاصل از میکروسکوپ الکترونی در شکل مشاهده میشود.
با استفاده از فشار کنترل شده و دمای کوره کنترل شده برای این پروژه، الیاف مخلوط لیگنن ذوب ریسی شده مناسب و پایداری تولید گردید. میکروگرافهای حاصل از میکروسکوپ الکترونی نشان داد که الیاف مخلوط لیگنن با دانسیته و تراکم مطلوب قابل استحصال است.شرایط پایدارسازی که کنترل مؤثری را روی پیوستگی لیف دارد و امکان کشش داغ لیف را فراهم میآورد در مورد برخی از الیاف مخلوط لیگنن پیشرفت و توسعه یافتهاست. پس از پایدارسازی، الیاف در فشار در حال کاهش و تحت کشش داغ، کربونیزه می شوند. تک لیفهای مخلوط لیگنن حاصله شکل گرفته و نقص ظاهری نسبتاً کمی در آن دیده می شود. بازده الیاف کربونیزه برای بیشتر مخلوطها تقریباً 50 درصد است؛ هرچند تغییراتی هم با توجه به درصد ترکیب و عیار مخلوط وجود دارد. برای اثبات اینکه الیاف گرافیتی از لیگنن مقوا قابل تولید است، الیاف مخلوط لیگنن- پلیاستر در دمای 2400 درجه سانتیگراد و تحت فشار کاهشی حرارت داده شد.
4- مباحثه
ریسیده شدن گسترهای از الیاف مخلوط لیگنن که قابلیت اکسیدهشدن، کربونیزهشدن و گرافیتی شدن را دارند با استفاده از تکنیکها و تجهیزات بکار رفته در این پروژه اثبات گردید. ارزیابی مقدماتی نشانداد که تولید پیشمادههای الیافکربن از منابع تجدیدپذیر و مواد بازیافتی کاری شدنی و میسر است. بازده تولید الیاف حدود 50 درصد به نظر می رسد. مطالعات بیشتری برای توسعه گستره الیاف و نیز بهبود شرایط فرآیند در دست انجام است.
ادامه مطلب... بهبود خواص بنیادی الیاف کربن برپایه لیگنن برای کاربرد حمل و نقل
ساختمان فیزیکی الیاف
روشهای پیشرفته میکروسکپی در نساجی
دکتر محمد میرجلیلی
توضیحات: این کتاب در 12 فصل، ابتدا در زمینه طبقه بندی الیاف و مباحث ریزساختاری الیاف می پردازد، سپس روشهای مختلف میکروسکپی برای شناسایی الیاف شامل میکرسکپ های نوری، نور پلاریزه، میکرسکپ الکترونی انعکاسی و میکرسکپ عبوری مورد بررسی قرار گرفته است.در ادامه نیز نظر به اهمیت و کاربرد سایر روشهای شناسایی ساختار الیاف اسپکتروسکپی اشعه مادون قرمز، رزنانس مغناطیسی هسته، روشهای آنالیز حرارتی و پراش اشعه ایکس نیز آمده است.
مطاله این کتاب به علاقه مندان و دانشجویان توصیه می شود.


تکنیک های صنعتی در شیمی نساجی
حسین نجفی کوتنائی 1385
توضیحات: این کتاب در 4 فصل شامل روشهای صنعتی آهارگیری، پخت و سفیدگری، رنگرزی، چاپ، تکمیل است که جهت استفاده دانشجویان و صنعت مفید میباشد.
بازیابی و تصفیه پساب نساجی
مطالعه موردی و توسعه مفهوم بازیابی
چکیده
در این مطالعه برای یک شرکت تکمیل نساجی خاص، استراتژیهای بازیابی آب و مواد شیمیایی با ارزش توسعه یافته است[ ایجاد شده است.] . مطالعه جامعی روی منبع مصرفی و پساب خروجی شرکت به اجرا درآمد . بر این اساس روش « انتهای لوله » و گزینههای بازیابی یکپارچه با جزئیات بیشتری مورد بررسی قرار گرفت . در تصفیه جریان مخلوط پساب، انجام پالایش ترکیب توسط بیوراکتورهای غشایی و نانوفیلتراسیون در گام بعدی ، دستیابی به کیفیت لازم برای مصرف مجدد را امکان پذیر میسازد .به هرحال این شیوه نیازمند تلاش قابل توجه تکنولوژیکی و قابلیت بالایی از صرف هزینه است. به عنوان یک گزینه یک فرایند نسبتا ساده و آسان تصفیه آلودگیهای شستشو توسط آلترافیلتراسیون تست شد و با توجه به نتایج بدست آمده از آزمایش آلترافیلتراسیون، یک فرایند بازیابی یکپارچه پیشنهاد شد. با این پیادهسازی ، مصرف آب در فرایند شستشو میتواند تا 5/87% کاهش یابد. بعلاوه COD کل خروجی تا 80% کاهش یافته و مواد شوینده تا حدودی بازیابی میشود و مصرف برای فرایند شستشو تا 20% میتواند پایینتر بیاید .
کلمات کلیدی
نساجی صنعتی، استفاده مجدد از پساب، بازیابی، بیوراکتورهای لایهای، آلترافیلتراسیون
مدل تصفیه پساب
http://education.melbournewater.com.au/images/05/water_model3_lrg.jpg

1-3-2 تسلیم فشاری و رفتار خمشی
همانطور که اولر بطور کمّی نشان داد، ستون های تحت بارهای فشاری بهراحتی تا میخورند. تیموشنکو تاخوردن میلهها را روی پایة الاستیک آزمود و اخیرا هوبز تأثیر لغزش محوری در تاخوردگی خط لولههای واقع در بستر دریاها را نشان داد. آزمایش روی تاخوردگی محوری الیاف درون ریسمان نیز توسط هوبز انجام شد. [11] . حالت مشابهی نیز در مقیاس مولکولی روی مولکولهای پلیمری آرایشیافته درون لیف اتفاق میافتد. نتیجتاً الیاف پلیمری خطی HM-HT دارای تنش تسلیم فشاری و از این رو استحکام تراکمی می باشند که به نوبة خود با اهمیتاند، هرچند کمتر از استحکام کششی. جهت ایجاد مقاومت بیشتر در مقابل تاخوردگی مهندسان اتصالات جانبی در ساختار الیاف وارد کردند. در مقیاس مولکولی، این عمل در شبکههای سهبعدی درون لیف اتفاق میافتد. در نتیجه، الیاف شیشه و سرامیک تحت نیروی فشردگی تسلیم نمیشوند بلکه از قانون هوک پیروی میکند. این در حالی است که در مورد نیروهای دیگری مثل نیروی گسیختگی روی سطوح مورب چنین قاعده ای حکم نمیکند. از آنجا که در فشردگی ها ترکخوردگی اتفاق نمی افتد، امکان دارد که استحکام فشردگی از استحکام کششی بیشتر شود.
الیاف کربن تمایل بیشتری در قرابت به مدل سهبعدی از خود نشان میدهند؛ اگرچه خصوصیات فشردگی آنها ضعیفتر از خصوصیات کششی آنهاست. نتیجه ثانویهای که از تفاوت در رفتار تراکمی حاصل میشود نوع رفتار لیف در خمش است.
لیفِ دارای ساختار سهبعدی از تحلیل کلاسیک خمش پیروی میکند. در سمت بیرونی خمیدگی وضعیت کشیدگی و در سمت داخلی حالت فشردگی حاکم میشود. از آنجا که این دو طرف با هم در حال موازنة متعادلی هستند، صفحة خنثی با تنش باقیماندة صفر در مرکز لیف قرار خواهد گرفت. حداکثر کرنش در دورترین نقطه از صفحة خنثی، برابر r/R ) )± خواهد بود که « r » شعاع لیف و « R » شعاع خمیدگی لیف است. در هنگام اعمال نیروهای محوری ، غالبا در سمت کشیدگی، گسیختگی مارپیچی روی میدهد که معادل کرنش پارگی کششی است. اسکوپ و اسکلتون [12] حداکثر انحناء الیاف را قبل از آنکه دچار شکستگی شوند، اندازهگیری کردهاند. جدول 1-1 نشان میدهد که الیاف شیشه و کربن در مقابل نیروی خمشی ضعیفی البته کمی بالاتر از نیروی کششی اندازهگیری شده، شکسته میشوند. زیرا طول مؤثر در شکستگی خمشی کوتاهتر از آزمودهای کششی است.
در الیاف پلیمری ، استحکامِ کمِ تسلیم در برابر فشردگی، رفتار قبلی را تغییر میدهد. فشردگی در قسمت درونی خمیدگی راحتتر از کشیدگی در قسمت بیرون آن است. در نتیجه برای به حداقل رساندن انرژی تغییر شکل ، صفحة خنثی حرکت میکند تا فشار وارده بر قسمت بیرونی خمیدگی تقلیل یابد و بیشتر فشار بصورت نیروی فشردگی بر قسمت داخل خمیدگی متمرکز گردد. آنگونه که در جدول 1-1 آمده است، این بدان معنی است که الیافی نظیر کولار و همچنین الیاف رایج در نساجی می توانند کاملا روی خود خم شوند. طوری که کرنش خمشیِ اسمیِ آنها، r/R))،100 درصد باشد. قسمت بیرونی خمیدگی تحت فشار پارگی کششی قرار میگیرد و با اینکه فشار ساختمانی در بخش درونی خمیدگی وجود دارد ولی گسیختگی اتفاق نمیافتد. بخش عمدهای از این فشار و آشفتگی بوسیلة کشش مجدد از بین میرود اما خمشهای مکرر باعث ترک خوردن و گسست ناشی از خستگی میشود .در کششهای مکرر ریسمانها، باتوجه به نایکنواختی بار یا پیچخوردگی ریسمان، ممکن است یک قسمت آن تحت نیروی فشردگی قرارگیرد که سبب میشود الیاف به طور یکجا و به صورت زاویهدار تند دچار تاخوردگی شود که در مقیاس مولکولی نیز تاخوردگی دستههای مولکولی را به همراه خواهد داشت. به همین علت پیشنهاد شده است که طناب های لنگر دریایی که از جنس نخ های پارا – آرامید ساخته شدهاند نباید بیش از 2000 مرتبه تحت نیرویی بیش از 10 درصد بار پارگی مورد استفاده قرارگیرند. [13] . این مقدار برای طنابهای HMPE کمتر از 10 درصد بار پارگی برای حداکثر 40 هزار بار استفاده و برای طناب پلی استر که نسبت به تخریب تراکمی محوری کمتر آسیب پذیر است، کمتر از 5 درصد بار، حداکثر برای 1000 بار استفاده میباشد.
شکل 1-6 مقایسة جالبی از تغییر شکل تحت خمش را نشان میدهد. الیاف آرامید نیروی خمشی را تحمل میکنند بدون اینکه گسیختگی در آن روی دهد در حالی که لیف آزمایشگاهی مونسانتو -که البته به مرحله تولید تجاری نرسید- در اثر نیروی مشابهی دچار شکستگی به همراه شکافتگی های محوری از سمت تحت کشیدگی شده است.
هر دو نوع فشار تسلیم فشردگی بالا وپائین مزایا و معایبی دارند. تسلیم آسان در برابر فشردگی در مواقعی که کامپوزیتها تحت فشردگی واقع میشوند، مشکل ساز میشود. اما خمش آسان باعث میشود که الیاف به راحتی تحت فرآیندهای مختلفی واقع شوند و خمشهای با زاویه تند باعث تخریب و گسیختگی الیاف نشود در مقابل الیافی که تحت فشردگی تسلیم نمیشوند حالت خشک و شکنندهای در مواجهه با نیروهای خمشی دارند و این امر سبب میشود که هنگام کار با آنها دقت و مراقبت بیشتری در فرآیندها لازم باشد. اما همین ویژگی در کامپوزیتها باعث میشود که مقاومت خوبی در بارگذاری فشاری حاصل شود .
ادامه مطلب... شکافتگی در اثر کشش

{kind=link}